热门关键词:示例页面

小白速刷网_教你在快手一夜爆火_务 快手1元涨100粉
自助下单地址(拼多多砍价,ks/qq/dy赞等业务):点我进入
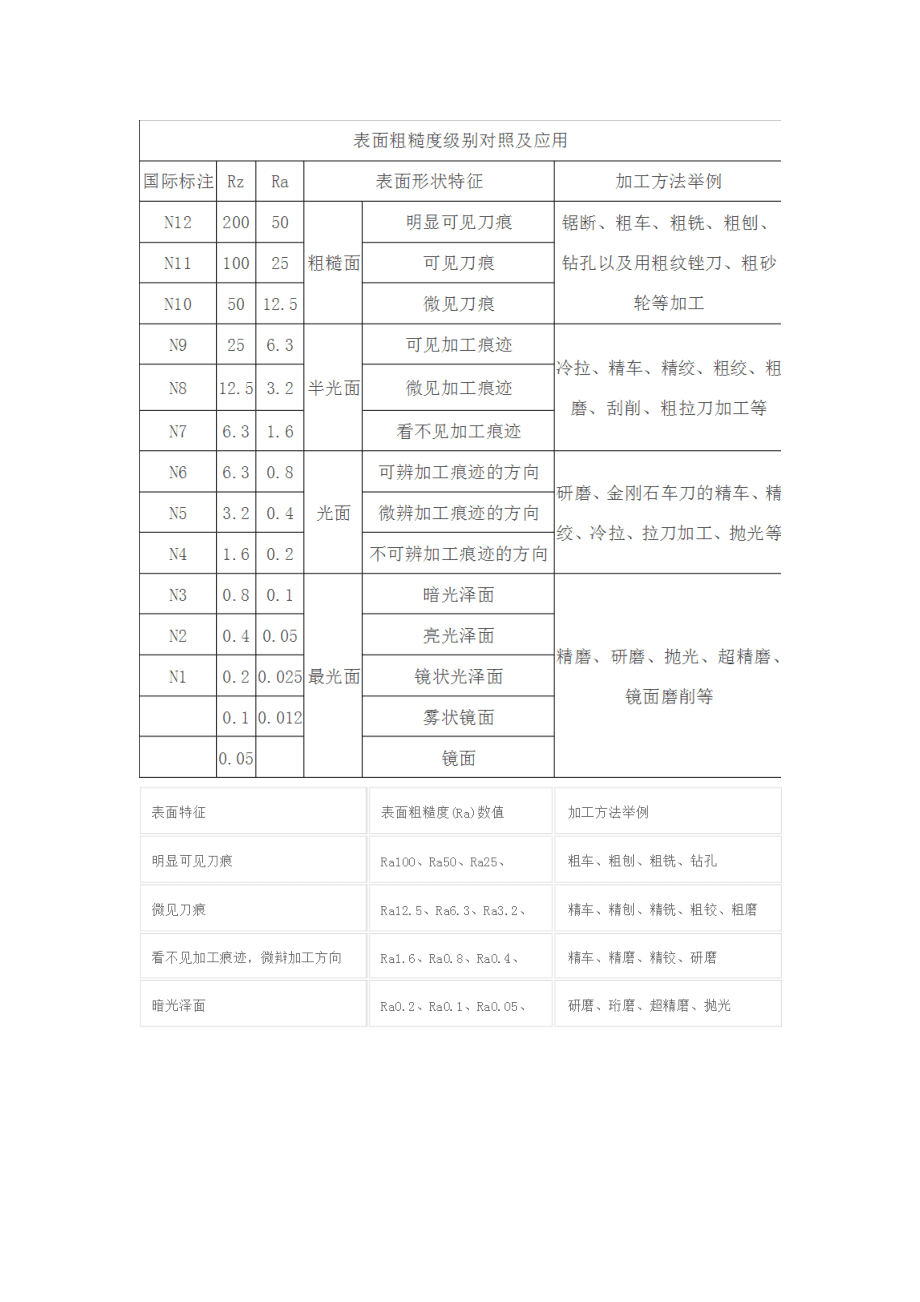
车、铣、刨、磨、钻、镗钢粗糙度,这些机床的最高精度和各种加工方法所能达到的公差水平都在这里。
A。 当车削工件旋转时,车刀在平面内进行直线或曲线切削。 车削一般在车床上进行,加工工件的内外圆柱面、端面、圆锥面、成形面和螺纹等。 一般车削精度为IT8-IT7,表面粗糙度为1.6-0.8μm。
1)粗车试图在不降低切削速度的情况下采用较大的切削深度和进给量来提高车削效率,但加工精度只能达到IT11,表面粗糙度为rα20-10μm
2)半精车、精车应尽量采用高速、小进给量和小切深,加工精度可达IT10-IT7,表面粗糙度Rα10-0.16μm·m。
3)有色金属零件在高精度车床上用精磨金刚石车刀高速车削,可使加工精度达到IT7-IT5,表面粗糙度Rα0.04-0.01μm。 这种车削称为“镜面车削”。
2、铣削是指利用旋转的多刃刀具切削工件,是一种高效的加工方法。 适用于加工平面、沟槽、各种成型表面(如键、齿轮、螺纹)及模具的特殊表面。 根据铣削时主运动速度与工件进给方向相同或相反,可分为顺铣和逆铣。 铣削精度一般可达IT8-IT7,表面粗糙度为6.3-1.6μm。
1)粗铣精度IT11-IT13,表面粗糙度5-20μm
2)半精铣精度IT8-IT11钢粗糙度,表面粗糙度2.5-10μm。 3)精铣加工精度IT16-IT8,表面粗糙度0.63-5μm。
3、刨削是用刨床对工件进行水平直线往复运动的切削方法。 主要用于零件的形状加工。 一般刨削精度可达IT9-IT7,表面粗糙度Ra6.3-1.6μm
1)粗刨精度可达IT12-IT11,表面粗糙度25-12.5μm
2)半精刨精度可达IT10-IT9,表面粗糙度6.2-3.2μm
3)精加工精度可达IT8—IT7,表面粗糙度3.2—1.6μm
4、磨削是指用磨料和磨具去除工件上多余材料的加工方法。 属于精加工,广泛用于机械制造行业。
磨削通常用于半精加工和精加工,精度可达IT8-IT5甚至更高,表面粗糙度一般为1.25-0.16μm
1)精磨表面粗糙度0.16—0.04μm
2)超精密磨削的表面粗糙度为0.04-0.01μm。 3)镜面研磨表面粗糙度可达0.01μm以下
5、钻孔和切割
钻孔是孔加工的一种基本方法。 钻孔通常在钻床和车床上完成,但也可以在镗床或铣床上完成。 钻孔精度低,一般只能达到IT10,表面粗糙度一般为12.5-6.3μm。 钻孔后,铰孔和铰孔常用于半精加工和精加工。 6. 镗孔是用刀具扩大孔或其他圆形轮廓的内径的切削加工。 它的应用范围一般从半粗加工到精加工。 使用的工具通常是单刃镗刀(称为镗杆)。
1)一般钢材的镗孔精度可达IT9-IT7,表面粗糙度为2.5-0.16μm·m
2)精镗精度可达IT7-IT6,表面粗糙度0.63-0.08μm。 衡量加工精度的标准是公差等级,公差等级有IT01、IT0、IT1、IT2、IT3至IT18共20个等级。 其中IT01表示该零件的加工精度最高,IT18表示加工精度最低。 一般工矿机械属于IT7级,一般农业机械属于IT8级。 根据产品的不同功能,所要达到的加工精度不同,所选择的加工形式和加工工艺也不同。
相关资讯
热销产品
同类文章排行
- 快手一元1000个赞秒到_卡盟平台_拼多多新人助力网站
- 和平小号网_拼多多助力网站在线刷免费_3元抖音小号批发网
- 刷网课代理_快手永久免费秒赞秒评软件_刷会员
- 一秒1w粉丝app_24小时全自助下单网站播放量_微博刷赞器
- qq会员秒拿5000成长值自助站_刷课网站_快手互赞软件免费
- 刷王者点卷的网站_qq互赞网站平台_拼多多免费助力网站
- qq-shuazan_抖音粉丝1元1000粉_快手粉丝-元100个不掉粉
- 免费领取500个微博粉丝_王者卡盟_快手粉丝-元100个不掉粉
- 拼多多砍价一毛十刀网站_猪猪网站_拼多多助力刷人软件
- 快手代刷网站_小柯秒赞网_qq刷钻
最新资讯文章
- 快手一元1000个赞秒到_卡盟平台_拼多多新人助力网站
- 和平小号网_拼多多助力网站在线刷免费_3元抖音小号批发网
- 刷网课代理_快手永久免费秒赞秒评软件_刷会员
- 一秒1w粉丝app_24小时全自助下单网站播放量_微博刷赞器
- qq会员秒拿5000成长值自助站_刷课网站_快手互赞软件免费
- 刷王者点卷的网站_qq互赞网站平台_拼多多免费助力网站
- qq-shuazan_抖音粉丝1元1000粉_快手粉丝-元100个不掉粉
- 免费领取500个微博粉丝_王者卡盟_快手粉丝-元100个不掉粉
- 拼多多砍价一毛十刀网站_猪猪网站_拼多多助力刷人软件
- 快手代刷网站_小柯秒赞网_qq刷钻
联系我们
- 友情链接
- 合作伙伴
Warning: mysqli::mysqli(): (HY000/1045): Access denied for user 'xydiaoke_lingk'@'localhost' (using password: YES) in /www/wwwroot/www.saoma.net.cn/wp-content/themes/ztnew/templates/term-links.php on line 56
Warning: mysqli::query(): Couldn't fetch mysqli in /www/wwwroot/www.saoma.net.cn/wp-content/themes/ztnew/templates/term-links.php on line 58
Warning: mysqli::close(): Couldn't fetch mysqli in /www/wwwroot/www.saoma.net.cn/wp-content/themes/ztnew/templates/term-links.php on line 69