热门关键词:示例页面

拼多多现金大转盘免费助力群_拼多多业务平台自助下单_群发器
自助下单地址(拼多多砍价,ks/qq/dy赞等业务):点我进入
在焊接中,由于焊件的厚度、结构和使用条件不同,接头形式和坡口形式也不同。 焊接接头的种类有:对接接头、T型接头、角接头和搭接接头。
(1) 对接接头
表面成角大于或等于135°且小于或等于180°的接头称为对接接头。 是各种焊接结构中应用最广泛的接头形式。
钢板厚度小于6mm,除重要结构外,一般不开槽。
当不同厚度钢板对接的两块板的厚度差(δ—δ1)不超过表1-2的规定时,焊缝坡口的基本形式和尺寸应按尺寸数据选择。较厚的板; 如图1-8所示进行单面或双面细化; 打薄长度L≥3(δ-δ1)。
图1-8 不同厚度板材对接
(a) 单面细化,(b) 双面细化
表1-2
较薄的板厚δ1
≤2~5
>5~9
>9~12
>12
允许厚度差(δ—δ1)
1个
2个
3个
4个
(2)角接缝
两个焊件端面间夹角大于30°小于135°的接头称为角接头,见图1-9。 这种接头受力不大,常用于不重要的结构。
图 1-9 角接
(a) 工字槽; (b) 单面钝边V型槽
(3) T型接头
一件件的端面与另一件件的端面成直角或近似直角的接头称为丁字接头,见图1-10。
图1-10 T型接头
(4) 搭接接头
由两个零件重叠形成的接头称为搭接接头,如图1-11所示。
图1-11 搭接
(a)工字槽,(b)圆孔塞焊; (c) 长孔角焊
搭接接头按其结构形式和强度要求分为无坡口、圆孔塞焊和长孔角焊三种,如图1-11所示。
工字坡口搭接接头一般用于厚度小于12mm,搭接部分≥2(δ1+δ2),双面焊的钢板。 这种关节用于非平凡的结构中。
当搭接面积较大时,可根据板厚和强度要求,采用不同尺寸和数量的圆孔塞焊或长孔角焊。
二、焊缝坡口的基本形式和尺寸
(1) 沟槽形式
按沟槽形状分为I型(无沟槽)、V型、Y型、双Y型、U型、双U型、单边V型、双单边Y型、J型等. 一个凹槽形式。
V型、Y型坡口加工焊接方便(无需翻焊件),但焊后易产生转角变形。
双Y型槽是在V型槽的基础上发展起来的。 当焊件厚度增加时,用双Y形坡口代替V形坡口。 在相同厚度下,焊缝金属量可减少1/2左右,焊缝可对称焊接,焊后残余变形小。 缺点是焊接过程中必须将焊件翻转,焊接在圆柱形焊件内部进行,使工作条件变差。
在焊件厚度相同的情况下,U型坡口的填充金属量远小于V型坡口,但该坡口的加工较为复杂。
(2) 槽的几何尺寸
(1)坡口面焊件上的坡口面称为坡口面。
(2)槽面角和槽角待加工槽的端面与槽面的夹角称为槽面角,两槽面之间的夹角称为槽角,见图1— 12.
(3)根隙 焊接前接头根部之间预留的间隙称为根隙,见图1-12。 其作用是保证打底焊时根部焊透。 根间隙也称为装配间隙。
(4)钝边焊件开槽时,端面沿焊件接头坡口根部的直边部分称为钝边,见图1-12。 钝边的目的是防止根部被烧穿。
(5)根部半径 J形和U形槽底部的圆角半径称为根部半径(见图1-12)。 其作用是增加坡口根部的空间,使根部焊透。
图1-12 沟槽几何尺寸
3、焊接位置的种类
根据GB/T3375-94《焊接术语》的规定,焊接位置,即熔焊时焊件焊缝的空间位置,可用焊缝倾斜角和焊缝旋转角表示. 有平焊、立焊、横焊和仰焊位置。
焊缝倾斜角是焊缝轴线与水平面的夹角,见图1-13。
图1-13 焊缝倾角
焊缝旋转角度,即焊缝中心线(焊缝根部中心与保护层中心的连线)与水平基准面Y轴的夹角,见图1-14。
图1-14 焊角
(1)平焊位置是焊缝倾斜角为0°,焊缝夹角为90°的焊接位置,见图1-15(a)。
图1-15 各种焊接位置
(a) 平焊 (b) 横焊 (c) 立焊 (d) 仰焊 (e) 平角焊 (f) 仰角焊
(2)水平焊接位置焊缝倾角为0°、180°; 焊缝旋转角度对接位置为0°、180°,见图1-15(b)。
(3)垂直焊接位置焊接角度90°(垂直向上)、270°(垂直向下)焊接位置,见图1-15(c)。
(4) 仰焊位置对接焊缝倾斜角为0°、180°; 转角焊接位置为270°,如图1-15(d)所示。
此外,角焊缝位置还指定了另外两个焊接位置。
(5)平角焊位置角焊缝的倾斜角为0°、180°; 角焊缝角度为45°、135°,见图1-15(e)。
(6)仰角焊接为0°、180°; 旋转角度为225°,角度为315°,见图1-15(f)。
平焊、横焊、立焊、仰焊分别称为平焊、横焊、立焊、仰焊。 在平焊位置焊接T形、十字形和角形接头称为船形焊。 工程中常用的水平固定管道的焊接称为全位置焊,因为管道的360°焊接有仰焊、立焊和平焊。 焊件焊缝处于倾斜位置(平焊、横焊、立焊、仰焊除外)的焊接称为斜焊。
4.焊缝形式及形状尺寸
(1)焊缝形式
焊缝按不同的分类方法可分为以下几种形式:
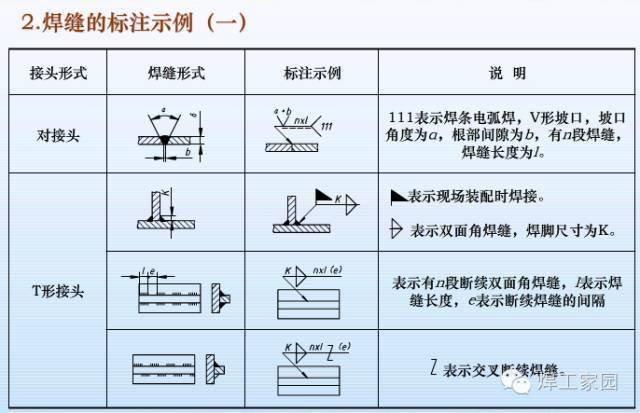
(1)按GB/T 3375-94的规定,按焊缝的接头形式分为对接焊缝、角焊缝、塞焊缝、坡口焊缝和端焊缝五种:
1)对接焊缝:焊接在焊件的坡口面之间或一个零件的坡口面与另一零件的表面之间的焊缝。
2)角焊缝:沿两个正交或近似正交零件的交线焊接而成的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4) 塞焊:两部分叠置,其中一个有圆孔,两块板焊接在圆孔内形成的焊缝。 只在孔内焊角焊缝的不称为塞焊缝。
5)坡口焊:两块板叠放,其中一块有长孔,两块板的焊缝焊在长孔内。 只焊角焊缝的不叫坡口焊缝。
(2)按焊接时焊缝在空间中的位置分为平焊缝、立焊缝、横焊缝和仰焊缝四种。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种。
断续焊缝分为交错式和并列式两种(图1-16)。 焊缝尺寸除标明焊脚K外,还标明断续焊缝各段的长度l和间距e。 ,符号“Z”表示交错焊缝。
图1-16 断续角焊缝
(a) 交错式 (b) 平行式
(2)焊缝的形状和尺寸
焊缝的形状用一系列几何尺寸表示,不同形式的焊缝形状参数不同。
1.焊缝宽度
焊缝表面与母材的连接处称为焊趾。 焊缝表面两个焊趾之间的距离称为焊缝宽度,如图1-17所示。
图 1-17 焊缝宽度
2.高宇
焊缝金属在母材表面超过焊趾线的最大高度称为加强筋,见图1-18。 在静载作用下有一定的加强作用,故又称加强高度。 但在动载荷或交变载荷作用下,非但没有强化,反而容易因焊趾处应力集中而引起脆性断裂。 因此,配筋不能低于基材,也不能太高。 手工电弧焊时的残余高度值为0~3mm。
图 1-18 剩余高度
3.渗透
在焊接接头的横截面上,母材或前一道焊缝的熔化深度称为熔深,见图1-19。
图 1-19 穿透
(a) 对接接头穿透 (b) 搭接接头穿透 (c) T 型接头穿透
4.焊缝厚度
在焊缝横截面中,从焊缝前部到焊缝后部的距离称为焊缝厚度,见图1-20。
图 1-20 焊缝厚度和角
(a) 凸角焊缝 (b) 凹角焊缝
焊缝计算厚度是设计焊缝时采用的焊缝厚度。 对接焊缝熔深等于焊件厚度; 对于角焊缝,等于角焊缝横截面上所画的最大直角等腰三角形中直角顶点到斜边的垂线长度。 又称粗喉,见图1-20。
5.焊脚
在角焊缝的横截面中,一个矩形面上的焊趾到另一个矩形面上的焊趾的最小距离称为焊脚。 在角焊缝横截面上画出的最大等腰直角三角形的直角边的长度称为焊腿尺寸,见图1-20。
6.焊接形状系数
图1-21 焊缝形状系数计算
熔焊时,单道焊缝横截面上的焊缝宽度(B)与焊缝计算厚度(H)之比(ф=B/H)称为焊缝形状系数,见图1-21。 该系数值小,说明焊缝窄而深,这样的焊缝容易产生气孔和裂纹焊接接头弯曲试验方法,所以焊缝形状系数应保持一定的值,例如焊缝形状系数埋弧自动焊的 ф 应大于 1。 3.
7.融合比例
是指熔焊时熔化的母材在焊道金属中所占的百分比。 各种接头、坡口和焊缝的形式见表1-3。
表1-3 各种坡口、接头和焊缝形式
五、焊接符号表示
焊接符号一般由基本符号和引出线组成。 如有必要,还可增加辅助符号、补充符号和焊缝尺寸符号。
(1) 符号
根据GB324-88《焊接符号表示法》,焊接符号可分为以下几种:
(1) 基本符号
基本符号是表示焊缝截面形状的符号,见表1-4。
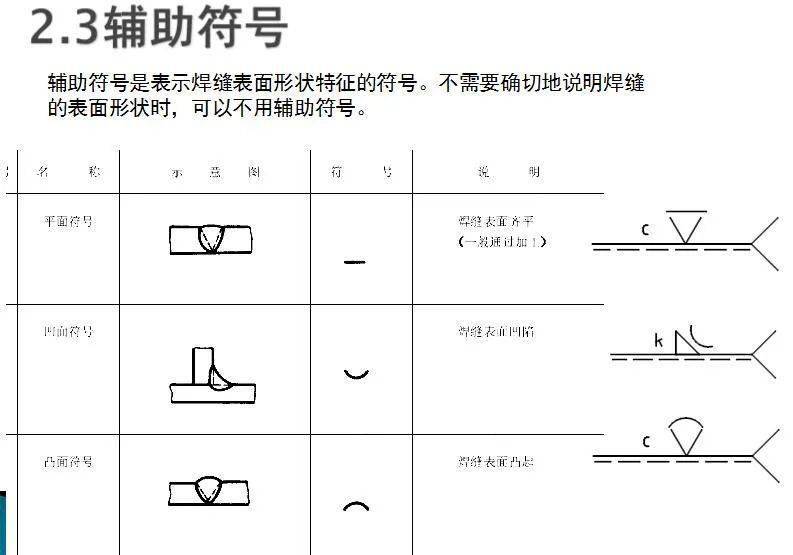
(2) 辅助符号
辅助符号是表示焊缝表面形状的符号,见表1-5。 应用实例如表1-6所示。
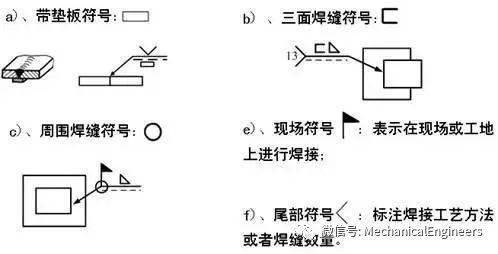
(3) 补充符号
补充符号是用来补充焊缝某些特征的符号,见表1-7。 应用实例如表1-8所示。
表 1-4 基本符号
注:1)未完全熔化的焊缝用工字形焊缝符号表示,加上焊缝的有效厚度S。
表 1-5 辅助符号
表1-6 辅助符号应用举例
表 1-7 补充符号
表1-8 补充符号应用示例
(2) 符号在图纸上的位置
一、基本要求
完整的焊缝表示方法除上述基本符号、辅助符号和补充符号外,还包括引导线、焊缝尺寸符号和数据。
引导线一般由带箭头的引导线(简称箭头线)和两条参考线(一条为实线,一条为虚线)组成。 如图1-22所示。
图 1-22 引导线
2.箭头线与连接符的关系
图 1-23 和图 1-24 中给出的示例说明了以下术语的含义:
图 1-23 单角焊缝 T 型接头
(a) 焊缝在箭头侧 (b) 焊缝在非箭头侧
图1-24 双角焊缝交叉接头
A。 连接器的箭头侧;
b.连接器非箭头面
3.箭头线的位置
箭头线相对于焊缝的位置一般无特殊要求,见图1-25(a)、(b)。 但标记单面V、单面Y、J形焊缝时,箭头线应指向工件有坡口的一侧,见图1-25(c)、(d)。 必要时,让箭头线弯曲一次,如图1-26所示。
图1-25 箭头线位置
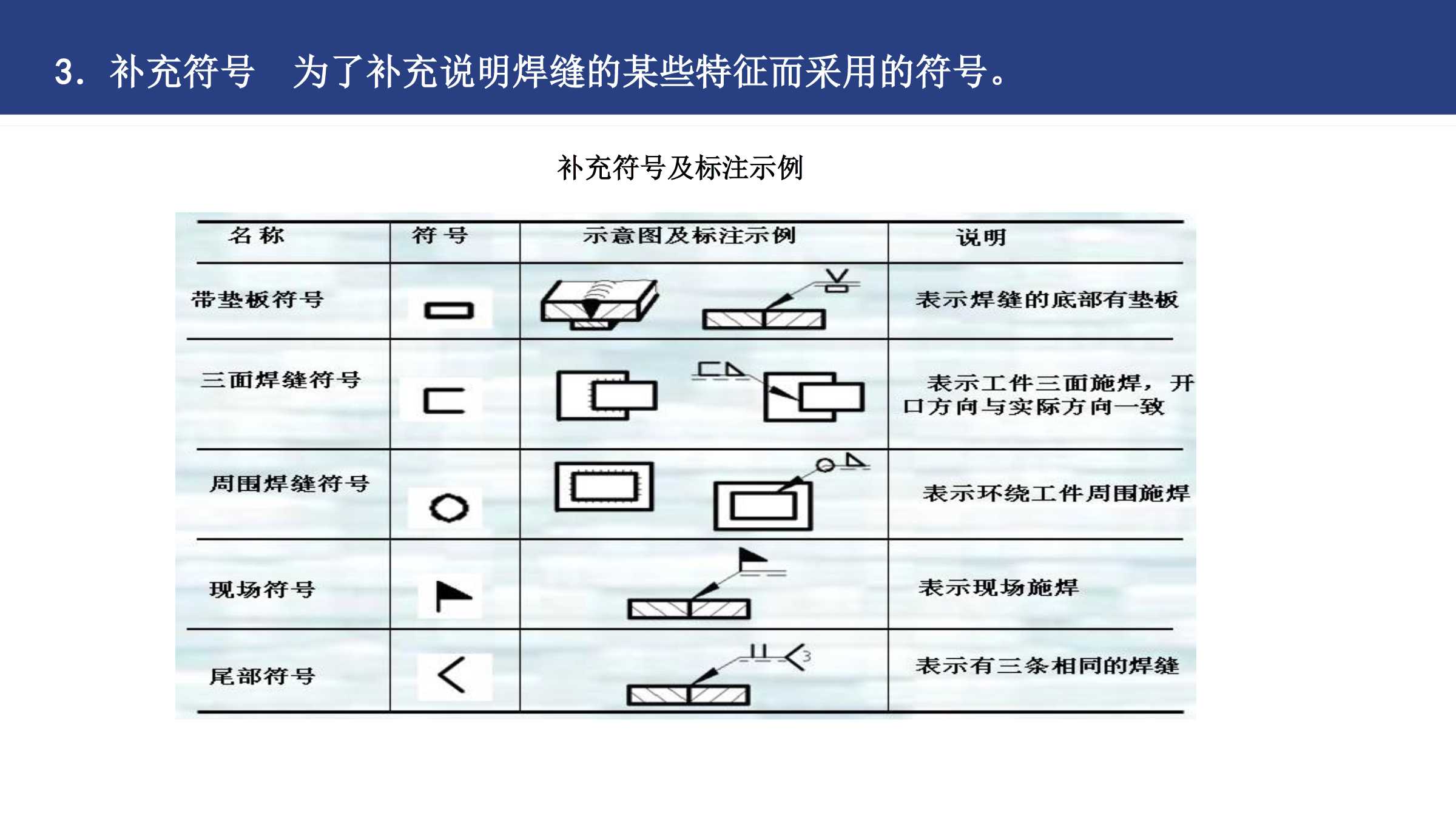
图 1-26 弯曲的箭头线
4.基线位置
参考线的虚线可以画在参考线实线的下方或上方。
参考线一般应与图纸底边平行,特殊情况下也可垂直于底边。
5.基准符号相对于基准线的位置
基本符号相对基准线的位置见图1-27(a)、(b)、(c)、(d); 标记对称焊缝和双面焊缝时不加虚线。
图1-27 基本符号相对于参考线的位置
(3) 焊缝尺寸符号及标记位置
(1) 焊缝尺寸符号见表1-9。
表 1-9 焊缝尺寸符号
(2)焊缝尺寸符号及数据的标示原则,如图1-28所示:
1)焊缝截面尺寸标注在基本符号左侧;
2)焊缝长度尺寸标注在基本符号右侧;
图1-28 焊缝尺寸标注原则
3) 槽角、槽面角、根部间隙等尺寸标注在基本符号的上侧或下侧;
4) 末尾标注相同数量的焊缝;
5)当需要标注的尺码数据较多,难以区分时,可在数据前加上相应的尺码符号。 当箭头方向改变时,上述原则不变。
(3) 尺寸符号的注意事项
1)当基本符号右侧无标记且无其他说明时,表示焊缝在工件全长上是连续的。
2)当基本符号左侧无标记且无其他说明时,表示对接焊缝必须全焊透。
3)当塞焊缝和槽焊缝有斜边时,应标出孔底尺寸。
6.焊接工艺参数及其对焊缝形状的影响
焊接时,为保证焊接质量而选择的各种参数(如焊接电流、电弧电压、焊接速度、线能等)的总称称为焊接工艺参数。 所谓线能是指熔焊时焊接热源输入单位长度焊缝的能量焦耳/厘米或焦耳/毫米(J/cm或J/mm),又称热输入。
线能计算公式为:
式中,Q——线能,J/cm或J/mm;
I——焊接电流,A;
U——电弧电压,V;
V——焊接速度,cm/s或mm/s。
例:某可焊性试验的焊接工艺参数如下:焊条直径4mm,焊接
电流180A,电弧电压24V,焊接速度150mm/min,试计算其线能量
数量。
解决方案:线能
答:本次测试的线能量为1728J/mm。
(1)焊接电流
在其他条件不变的情况下,增加焊接电流会增加焊缝的厚度和加强筋,而焊缝的宽度几乎不变(或略有增加),如图1-29所示,这是浸水时电弧自动焊实验结果。 分析这些现象的原因是:
(1)当焊接电流增大时,电弧的热量增加,因此熔池体积和弧坑深度都随电流增加,所以冷却后,焊缝厚度增加。
(2)当焊接电流增大时,焊丝的熔化量也随之增加,因此焊缝的补强也随之增加。 如果采用不填丝的钨极氩弧焊,则补强不会增加。
(3)当焊接电流增大时,一方面电弧截面略有增大,导致熔宽增大; 另一方面,电流的增加促进了弧坑深度的增加。 由于电压不变,电弧长度不变,导致电弧潜入熔池,减少电弧的摆动幅度,减少熔化宽度。 由于两者的综合作用,熔体宽度在实践中几乎保持不变。
图1-29 焊接电流对焊缝形状的影响
H——焊缝厚度 B——焊缝宽度 d——钢筋 I——焊接电流
(2) 电弧电压
在其他条件不变的情况下,电弧电压升高,焊缝宽度显着增加,焊缝厚度和补强略有下降,见图1-30。 这是因为电弧电压的增加意味着电弧K度的增加,因此电弧摆动范围扩大,焊缝宽度增加。 其次,电弧长度增加后,电弧的热损失增加,因此用于熔化母材和焊丝的热量减少,相应的焊缝厚度和配筋略有减少。
图1-30 电弧电压对焊缝形状的影响
可见,电流是决定焊缝厚度的主要因素,而电压是影响焊缝宽度的主要因素。 因此,要获得良好的焊缝形状,即获得满意的焊缝形状系数,这两个因素是相互制约的,即一定的电流必须与一定的电压相匹配,不能改变一个参数大范围内随意。 .
(3)焊接速度
焊接速度对焊缝厚度和焊缝宽度有显着影响。 当焊接速度提高时,焊缝厚度和焊缝宽度大大减小,如图1-31所示。 这是因为当焊接速度增加时焊接接头弯曲试验方法,焊缝单位时间的热输入减少。
图1-31 焊接速度对焊缝形状的影响
从焊接生产率的角度来看,焊接速度越快越好。 但是,当要求焊缝厚度恒定时,为了提高焊接速度,必须进一步提高焊接电流和电弧电压。 因此,这三个工艺参数应一起选择。
(4)其他工艺参数和因素对焊缝形状的影响
除了上述三种主要的电弧焊工艺参数外,其他一些工艺参数和因素对焊缝形状也有一定的影响。
(1)电极直径和焊丝伸长率在其他条件不变的情况下,减小电极(焊丝)直径不仅减小了电弧截面,而且减小了电弧的摆动幅度,因此焊缝的厚度和宽度焊缝都将减少。
焊丝的伸长是指从焊丝与导电嘴的接触点到焊丝末端的长度,即焊丝上带电部分的长度。 当电流通过焊丝的悬垂时,会产生电阻加热。 因此,当焊丝的伸长增加时,电阻热也会增加,焊丝的熔化会加速,因此补强会增加。 当导线直径较小或材料的电阻率较高时,这种效果更为明显。 实践证明,对于结构钢焊丝,当焊丝外伸长在60-150mm范围内变化时,直径5mm及以上的粗焊丝的影响可以忽略不计。 但当焊丝直径小于3mm时,焊丝外伸长的波动范围超过5-10mm,可能会对焊缝成形产生明显影响。 不锈钢焊丝的电阻率很大,这种影响更大。 因此,在焊接细线,特别是不锈钢熔焊条电弧焊时,必须注意控制外延的稳定性。
(2)焊条(焊丝)斜焊时,可使焊条(焊丝)相对于焊接方向倾斜一定角度。 当电极(焊丝)的倾斜角度沿焊接方向时,称为后倾; 与焊接方向相反时称为前倾,见图1-32(a)、(b)。 当电极(焊丝)前倾时,电弧力对熔池内金属液后排的作用减弱,熔池底部金属液变稠,阻碍加热电弧对熔池底部母材的冲击,使焊缝厚度减小。 同时,电弧对熔池前端未熔化母材的预热作用加强,使焊缝宽度增加,补强减少,前倾角减小。 值越小,这种效果越明显,见图 1-32(c)。
图1-32 电极(丝)倾角对焊缝形状的影响
(a) 后倾 (b) 前倾 (c) 前倾角的影响
当电极(焊丝)向后倾斜时,情况与上述相反。
(3)焊件角度 当焊件相对于水平面倾斜时,由于焊接方向不同,焊缝形状会产生明显差异。 焊件倾斜后,焊接方法可分为两种:从高处向低处焊接称为下坡焊; 从低处向高处焊接称为上坡焊,见图1-33(a)(b)。
图1-33 焊件倾角对焊缝形状的影响
(a) 下坡焊 (b) 上坡焊 (c) 下坡焊时焊件倾角的影响 (d) 上坡焊时焊件倾角的影响
上坡焊时,熔池中的液态金属在重力和电弧力的作用下流向熔池尾部,电弧能深入熔池底部的金属,从而提高了焊接强度。焊缝的厚度和钢筋。 同时,熔池前端的加热作用减弱,电弧摆动幅度减小,焊缝宽度减小。 上坡角度越大,效果越明显。 上坡角度。 当>6°~12°时,焊缝会因过度补强而劣化,两侧咬边,如图1-33(d)所示。 因此,在自动电弧焊中,实际上总是尽量避免上坡焊。
下坡焊则相反,焊缝厚度和钢筋略有减少,而焊缝宽度略有增加。 因此倾向。
(4)坡口形状 在其他条件不变的情况下,当坡口深度和宽度增加时,焊缝厚度略有增加,焊缝宽度略有增加,补强明显减少,如图1- 34.
图1-34 坡口形状对焊缝形状的影响
(5)焊剂埋弧焊时,焊剂的成分、密度、粒径、堆积高度等都对焊缝形状有一定的影响。 在其他条件相同的情况下,电弧稳定性差的焊剂焊缝厚度较大,焊缝宽度较小。 当磁通量密度小、粒径大或堆积高度降低时,由于电弧周围压力降低,电弧柱体积膨胀,电弧摆动范围扩大,因此厚度焊缝宽度减小,焊缝宽度增加,配筋略有减少。 此外,熔渣的粘度对焊缝表面形状也有很大的影响。 粘度太高,熔渣的透气性差,熔池结晶时排出的气体不能通过熔渣排出,造成焊缝表面出现许多麻点。 ,形成劣化。
(6)保护气体成分在气体保护焊中,保护气体的成分和与其密切相关的熔滴过渡形式对焊缝形状有重大影响。 MIG/MAG焊直流反接采用不同保护气体时焊缝形状的变化见图1-35。 喷射过渡氩弧焊总是形成明显的蘑菇状焊缝。 氩气中加入O2、CO2或H2时,可形成根部并加宽,焊缝厚度可略有增加。 粒状和短路过渡弧焊形成宽而浅的焊缝。
图1-35 保护气体成分对焊缝形状的影响
(7) 贱金属的化学成分 贱金属的化学成分不同。 在其他工艺因素不变的情况下,焊缝形状不同,在氩弧焊时尤为明显。 例如,三种不同产地的0Cr18Ni19和0Cr18Ni12Mo2不锈钢采用钨极氩弧焊焊接。 采用相同的焊接工艺参数时,焊缝形状的变化情况见表1-10。
表1-10 母材化学成分对焊缝形状的影响
相关资讯
热销产品
同类文章排行
- 快手一元1000个赞秒到_卡盟平台_拼多多新人助力网站
- 和平小号网_拼多多助力网站在线刷免费_3元抖音小号批发网
- 刷网课代理_快手永久免费秒赞秒评软件_刷会员
- 一秒1w粉丝app_24小时全自助下单网站播放量_微博刷赞器
- qq会员秒拿5000成长值自助站_刷课网站_快手互赞软件免费
- 刷王者点卷的网站_qq互赞网站平台_拼多多免费助力网站
- qq-shuazan_抖音粉丝1元1000粉_快手粉丝-元100个不掉粉
- 免费领取500个微博粉丝_王者卡盟_快手粉丝-元100个不掉粉
- 拼多多砍价一毛十刀网站_猪猪网站_拼多多助力刷人软件
- 快手代刷网站_小柯秒赞网_qq刷钻
最新资讯文章
- 快手一元1000个赞秒到_卡盟平台_拼多多新人助力网站
- 和平小号网_拼多多助力网站在线刷免费_3元抖音小号批发网
- 刷网课代理_快手永久免费秒赞秒评软件_刷会员
- 一秒1w粉丝app_24小时全自助下单网站播放量_微博刷赞器
- qq会员秒拿5000成长值自助站_刷课网站_快手互赞软件免费
- 刷王者点卷的网站_qq互赞网站平台_拼多多免费助力网站
- qq-shuazan_抖音粉丝1元1000粉_快手粉丝-元100个不掉粉
- 免费领取500个微博粉丝_王者卡盟_快手粉丝-元100个不掉粉
- 拼多多砍价一毛十刀网站_猪猪网站_拼多多助力刷人软件
- 快手代刷网站_小柯秒赞网_qq刷钻
联系我们
- 友情链接
- 合作伙伴
Warning: mysqli::mysqli(): (HY000/1045): Access denied for user 'xydiaoke_lingk'@'localhost' (using password: YES) in /www/wwwroot/www.saoma.net.cn/wp-content/themes/ztnew/templates/term-links.php on line 56
Warning: mysqli::query(): Couldn't fetch mysqli in /www/wwwroot/www.saoma.net.cn/wp-content/themes/ztnew/templates/term-links.php on line 58
Warning: mysqli::close(): Couldn't fetch mysqli in /www/wwwroot/www.saoma.net.cn/wp-content/themes/ztnew/templates/term-links.php on line 69