热门关键词:示例页面

拼多多砍价助力网站_快手点赞神器_机领网
自助下单地址(拼多多砍价,ks/qq/dy赞等业务):点我进入
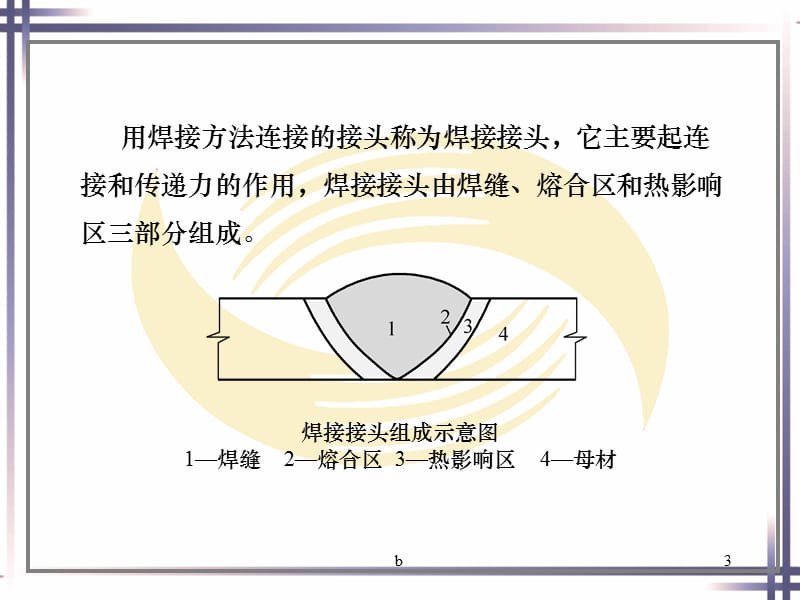
很高兴有机会在头条平台发文,分享自己在焊接技术方面的经验。 今天要说的是一种非常有代表性的焊接技术——平角焊。
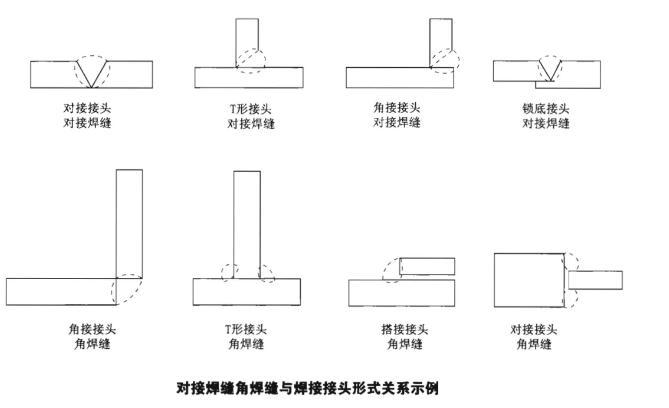
平角焊包括T型接头、角接头和搭接接头三种平焊。 焊接形成的焊缝称为角焊缝,也称为2F焊(上一篇专门介绍了各种焊接位置的代号)。
由于两钢板互成90度角,焊接时熔池和熔渣的流动性降低t型焊接接头,容易形成咬边、夹渣等缺陷。 这就需要我们选择焊接工艺,它与对接平焊略有不同。 在实际操作中,可分解为三个步骤进行焊接。
下面一一介绍
1.电流
上面说了两块钢板相互垂直成90度角,不利于铁水渣的流动,同时也增加了板厚,所以电流必须在10%-20 %比普通平焊大,增加了焊条的吹气力。
一般来说,调节电流的公式为(以3.2电极为例):
电极直径*40=焊接电流
(推荐参考电流范围)
焊接平角时,可根据实际情况适当加大电流,以获得更好的焊接体验。
2.电极角度
一般来说,焊接方向是从左到右。 一般情况下,焊条应与焊接方向成65度至80度角,上下夹角应为45度。
(上角和下角)
(左右夹角)
但需要注意的是,如果两块钢板厚度不一样,在保证熔深的基础上,电极的角度要稍微向薄板一侧倾斜,这样大部分的吹力集中在厚板上。 此外,左右角度的控制也不是一成不变的。 当看到熔渣冲到熔池前方时,一定要果断调整角度,降低焊条,利用吹气力将熔渣向后排,防止出现夹渣。 还有一个小窍门,就是把焊条快速抛回去,马上复位t型焊接接头,这样也可以赶走熔渣,防止焊缝夹渣。
三、操作技巧
平角焊的操作方法应根据所需的焊缝宽度来确定。
当焊脚尺寸小于5mm时,可采用直线法。 当焊脚尺寸为5mm-8mm时,可以采用锯齿条或斜圆条。
拉圈的方法如下:
从a→b,速度要慢,以保证水平焊件的熔透。 从 b→c 稍微快一点,以防止熔化的金属滴落下来。 在c处稍作停顿,以保证立焊件的焊透,避免咬边。 从c→d减速,保证根部焊透和横焊件焊透,防止夹渣。 从d→e稍快,停在e。 故反复按此规律短弧,注意收弧时填满弧坑,获得良好的焊接质量。
当焊脚尺寸大于8mm时,需考虑采用双道焊法,或多层多道焊法。 多层多道焊法在电极角度的选择上有细微的变化,可自行体会。
关键技术咨询
正确选择和使用焊接电流是焊工最基本的技能,也是保证焊接质量的基本要求。 因此,无论是何种焊接材料或不同位置焊接,都必须事先调整好电流; 辨别熔池熔渣的重要性就不用多说了。 辨别熔池渣上的专题文章,再练习一段时间。 如果实在分不出来,去电子厂做螺丝可能是个不错的选择[黑线]。
(平角焊缝焊后成型)
相关资讯
热销产品
同类文章排行
- 快手一元1000个赞秒到_卡盟平台_拼多多新人助力网站
- 和平小号网_拼多多助力网站在线刷免费_3元抖音小号批发网
- 刷网课代理_快手永久免费秒赞秒评软件_刷会员
- 一秒1w粉丝app_24小时全自助下单网站播放量_微博刷赞器
- qq会员秒拿5000成长值自助站_刷课网站_快手互赞软件免费
- 刷王者点卷的网站_qq互赞网站平台_拼多多免费助力网站
- qq-shuazan_抖音粉丝1元1000粉_快手粉丝-元100个不掉粉
- 免费领取500个微博粉丝_王者卡盟_快手粉丝-元100个不掉粉
- 拼多多砍价一毛十刀网站_猪猪网站_拼多多助力刷人软件
- 快手代刷网站_小柯秒赞网_qq刷钻
最新资讯文章
- 快手一元1000个赞秒到_卡盟平台_拼多多新人助力网站
- 和平小号网_拼多多助力网站在线刷免费_3元抖音小号批发网
- 刷网课代理_快手永久免费秒赞秒评软件_刷会员
- 一秒1w粉丝app_24小时全自助下单网站播放量_微博刷赞器
- qq会员秒拿5000成长值自助站_刷课网站_快手互赞软件免费
- 刷王者点卷的网站_qq互赞网站平台_拼多多免费助力网站
- qq-shuazan_抖音粉丝1元1000粉_快手粉丝-元100个不掉粉
- 免费领取500个微博粉丝_王者卡盟_快手粉丝-元100个不掉粉
- 拼多多砍价一毛十刀网站_猪猪网站_拼多多助力刷人软件
- 快手代刷网站_小柯秒赞网_qq刷钻
联系我们
- 友情链接
- 合作伙伴
Warning: mysqli::mysqli(): (HY000/1045): Access denied for user 'xydiaoke_lingk'@'localhost' (using password: YES) in /www/wwwroot/www.saoma.net.cn/wp-content/themes/ztnew/templates/term-links.php on line 56
Warning: mysqli::query(): Couldn't fetch mysqli in /www/wwwroot/www.saoma.net.cn/wp-content/themes/ztnew/templates/term-links.php on line 58
Warning: mysqli::close(): Couldn't fetch mysqli in /www/wwwroot/www.saoma.net.cn/wp-content/themes/ztnew/templates/term-links.php on line 69